
Στον κόσμο της κατασκευής ημιαγωγών με τα υψηλά διακυβεύματα, η ακρίβεια δεν είναι απλώς ένας στόχος. Είναι το νόμισμα της επιβίωσης. Καθώς τα τσιπ συρρικνώνονται σε νανομετρικές κλίμακες, τα μηχανήματα που είναι υπεύθυνα για τη δημιουργία τους - λιθογραφικά βηματικά, σαρωτές πλακιδίων και μετρολογικά εργαλεία - πρέπει να λειτουργούν με ακλόνητη σταθερότητα. Για δύο δεκαετίες, η εταιρεία μας βρίσκεται στην πρώτη γραμμή αυτού του κλάδου, παρέχοντας το θεμέλιο για αυτά τα θαύματα της μηχανικής: τα υψηλής ποιότητας εξαρτήματα από γρανίτη ακριβείας.
Ωστόσο, η πορεία της συνεργασίας μας με έναν κορυφαίο παγκόσμιο κατασκευαστή εξοπλισμού ημιαγωγών (OEM) αποκαλύπτει ότι η αξία μας εκτείνεται πέρα από την απλή προμήθεια πέτρας. Είναι μια ιστορία για το πώς η βαθιά μηχανική εμπειρογνωμοσύνη και οι λύσεις προσαρμοσμένων υλικών μπορούν να λύσουν πολύπλοκα λειτουργικά σημεία συμφόρησης. Αυτή η μελέτη περίπτωσης περιγράφει λεπτομερώς πώς συνεργαστήκαμε με αυτόν τον πελάτη για να αντιμετωπίσουμε ένα κρίσιμο σημείο δυσχέρειας - τον υπερβολικό χρόνο βαθμονόμησης - και επιτύχαμε μια εκπληκτική μείωση 40%, ενισχύοντας την απόδοση και την αξιοπιστία τους.
Η Πρόκληση: Το Υψηλό Κόστος της Απόκλισης και του Χρόνου Διακοπής Λειτουργίας
Ο πελάτης μας, κορυφαίος προμηθευτής εξοπλισμού κατασκευής πλακιδίων (wafers), αντιμετώπισε μια επίμονη πρόκληση με την τελευταία γενιά μετρολογικών εργαλείων υψηλής απόδοσης. Αυτά τα μηχανήματα, σχεδιασμένα για την επιθεώρηση πλακιδίων για μικροσκοπικά ελαττώματα, βασίζονταν σε πολύπλοκα συστήματα κίνησης για την τοποθέτηση αισθητήρων με νανομετρική ακρίβεια.
Το σημείο πόνου: Χρόνος βαθμονόμησης
Παρά την πολυπλοκότητα των ηλεκτρονικών και του λογισμικού τους, τα μηχανήματα υπέφεραν από «μετατόπιση». Καθώς η θερμοκρασία στο εργοστασιακό περιβάλλον παρουσίαζε διακυμάνσεις και τα μηχανήματα παρήγαγαν εσωτερική θερμότητα, τα δομικά πλαίσια του εξοπλισμού διαστέλλονταν και συστέλλονταν ελάχιστα.
Παρά την πολυπλοκότητα των ηλεκτρονικών και του λογισμικού τους, τα μηχανήματα υπέφεραν από «μετατόπιση». Καθώς η θερμοκρασία στο εργοστασιακό περιβάλλον παρουσίαζε διακυμάνσεις και τα μηχανήματα παρήγαγαν εσωτερική θερμότητα, τα δομικά πλαίσια του εξοπλισμού διαστέλλονταν και συστέλλονταν ελάχιστα.
- Η συνέπεια: Για να διατηρηθεί η ακρίβεια, τα μηχανήματα έπρεπε να εκτελούν έναν κύκλο «καθοδήγησης» ή βαθμονόμησης κάθε 4 ώρες.
- Διάρκεια: Κάθε κύκλος βαθμονόμησης διαρκούσε περίπου 25 λεπτά.
- Ο αντίκτυπος: Σε έναν κλάδο όπου η «Συνολική Αποτελεσματικότητα Εξοπλισμού» (OEE) είναι το κλειδί, η απώλεια 25 λεπτών χρόνου παραγωγής κάθε 4 ώρες ήταν απαράδεκτη. Αυτό είχε ως αποτέλεσμα σημαντικές απώλειες απόδοσης και απογοήτευση των τελικών χρηστών (κατασκευαστές τσιπ) που απαιτούσαν χρόνο λειτουργίας 24/7.
Η ομάδα μηχανικών του πελάτη υποψιαζόταν ότι η βασική αιτία έγκειται στη δομική σταθερότητα της βάσης του μηχανήματος και των κινούμενων γερανογεφυρών, οι οποίες κατασκευάστηκαν από σύνθετο μεταλλικό κράμα. Χρειάζονταν μια λύση που να προσφέρει ανώτερη θερμική σταθερότητα χωρίς να απαιτείται πλήρης επανασχεδιασμός της αρχιτεκτονικής ελέγχου κίνησης.
Η Φυσική του Προβλήματος: Γιατί το Μέταλλο Ήταν το Όριο
Για να κατανοήσουμε γιατί ο πελάτης αντιμετώπιζε αυτά τα προβλήματα βαθμονόμησης, έπρεπε να εξετάσουμε την επιστήμη των υλικών. Ο αρχικός σχεδιασμός του εξοπλισμού χρησιμοποιούσε συγκολλημένο χάλυβα και χυτοσίδηρο για τη δομική βάση. Ενώ αυτά τα υλικά είναι ανθεκτικά, παρουσιάζουν δύο ξεχωριστά μειονεκτήματα σε εφαρμογές υψηλής ακρίβειας:
- Υψηλός Συντελεστής Θερμικής Διαστολής: Ο χάλυβας διαστέλλεται περίπου δύο φορές περισσότερο από τον γρανίτη για την ίδια μεταβολή θερμοκρασίας. Ακόμη και μια μετατόπιση 1°C στο καθαρό δωμάτιο θα μπορούσε να προκαλέσει αρκετή παραμόρφωση του μεταλλικού πλαισίου ώστε να διαταραχθεί η ευθυγράμμιση του μηχανήματος, προκαλώντας την ανάγκη για επαναβαθμονόμηση.
- Εσωτερική τάση: Οι συγκολλημένες κατασκευές περιέχουν υπολειμματικές τάσεις από τη διαδικασία κατασκευής. Με την πάροδο του χρόνου, αυτές οι τάσεις εκτονώνονται, προκαλώντας το πλαίσιο να «σέρνεται» ή να παραμορφώνεται ελαφρώς, συμβάλλοντας περαιτέρω σε σφάλματα ευθυγράμμισης.
Ο πελάτης χρειαζόταν ένα υλικό που να είναι θερμικά αδρανές, διαστατικά σταθερό και ικανό να απορροφά τους κραδασμούς που παράγονται από τους κινητήρες υψηλής ταχύτητας. Χρειάζονταν εξαρτήματα από γρανίτη ακριβείας.
Η Λύση: Αρχιτεκτονική Γρανίτη κατά Παραγγελία
Αξιοποιώντας την 20ετή εμπειρία μας στον κλάδο, η ομάδα μηχανικών μας πρότεινε μια ολοκληρωμένη αναβάθμιση και επανασχεδιασμό του δομικού πυρήνα του μηχανήματος. Δεν προμηθεύσαμε απλώς ένα κομμάτι πέτρας, αλλά σχεδιάσαμε ένα σύστημα.
Επιλογή Υλικού: Γρανίτης «Μαύρος Γαλαξίας»
Επιλέξαμε έναν φυσικό γρανίτη υψηλής ποιότητας, ειδικά επιλεγμένο για τη λεπτή δομή του και την υψηλή πυκνότητά του. Αυτό το υλικό προσέφερε:
Επιλέξαμε έναν φυσικό γρανίτη υψηλής ποιότητας, ειδικά επιλεγμένο για τη λεπτή δομή του και την υψηλή πυκνότητά του. Αυτό το υλικό προσέφερε:
- Χαμηλή θερμική διαστολή: Περίπου 5,4 × 10⁻⁶/°C, σημαντικά χαμηλότερη από τον χάλυβα.
- Υψηλή ικανότητα απόσβεσης: Ο γρανίτης απορροφά τους κραδασμούς 10 φορές καλύτερα από τον χυτοσίδηρο, διασφαλίζοντας ότι ο θόρυβος του κινητήρα δεν επηρεάζει τις ευαίσθητες μετρήσεις.
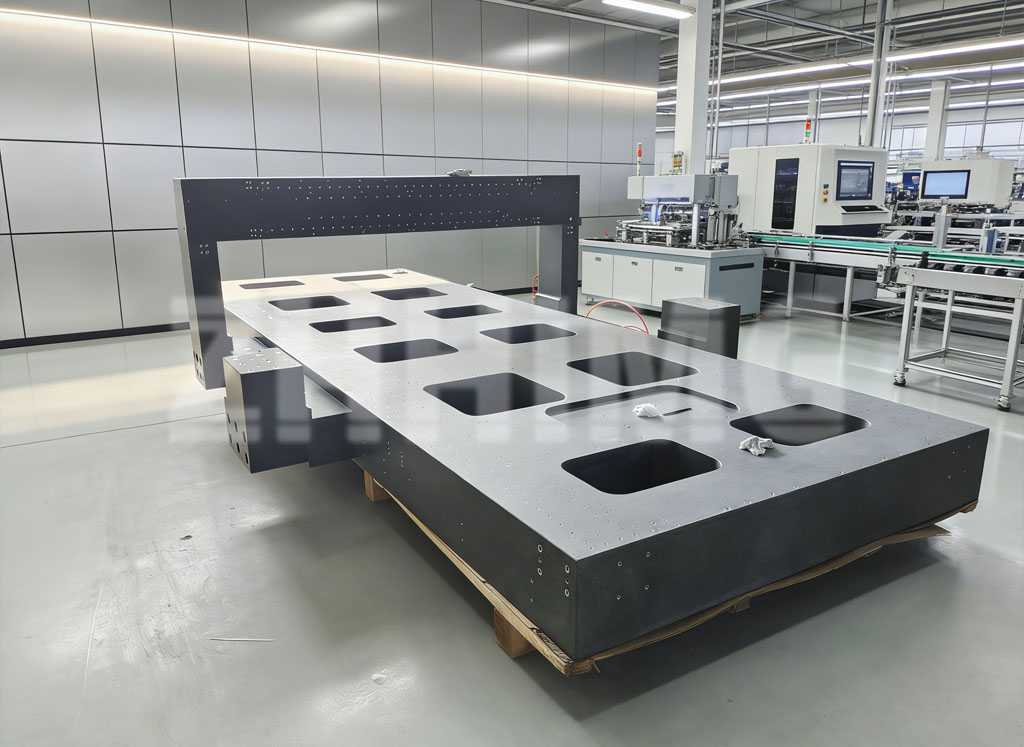
Καινοτομία Σχεδιασμού: Η Γεωμετρία «Χωρίς Στρες»
Ένας από τους μεγαλύτερους κινδύνους στη χρήση γρανίτη είναι το βάρος και η δυσκολία της κατεργασίας. Η ομάδα μας χρησιμοποίησε προηγμένη μοντελοποίηση CAD για να βελτιστοποιήσει τη γεωμετρία της βάσης. Σχεδιάσαμε εσωτερικές δομές νευρώσεων που μεγιστοποίησαν την ακαμψία ελαχιστοποιώντας παράλληλα τη μάζα.
Ένας από τους μεγαλύτερους κινδύνους στη χρήση γρανίτη είναι το βάρος και η δυσκολία της κατεργασίας. Η ομάδα μας χρησιμοποίησε προηγμένη μοντελοποίηση CAD για να βελτιστοποιήσει τη γεωμετρία της βάσης. Σχεδιάσαμε εσωτερικές δομές νευρώσεων που μεγιστοποίησαν την ακαμψία ελαχιστοποιώντας παράλληλα τη μάζα.
Επιπλέον, εφαρμόσαμε ένα σχέδιο «κινηματικής σύζευξης». Αντί να βιδώσουμε τον γρανίτη απευθείας στο χαλύβδινο σασί (κάτι που θα μετέφερε την τάση), χρησιμοποιήσαμε ένα σύστημα στήριξης τριών σημείων με ρυθμιζόμενα πέλματα ισοπέδωσης. Αυτό διασφάλιζε ότι ο γρανίτης παρέμενε σε κατάσταση καθαρής ισορροπίας, απαλλαγμένος από εξωτερικές δυνάμεις που θα μπορούσαν να προκαλέσουν παραμόρφωση.
Η Διαδικασία Παραγωγής
Η δημιουργία αυτών των εξαρτημάτων απαιτούσε δυνατότητες κατασκευής σε επίπεδο micron:
Η δημιουργία αυτών των εξαρτημάτων απαιτούσε δυνατότητες κατασκευής σε επίπεδο micron:
- Κατεργασία ακριβείας CNC: Χρησιμοποιήσαμε εργαλεία με διαμαντένια μύτη για την κατεργασία του γρανίτη με ανοχές ±5 μικρών.
- Λείανση και στίλβωση: Οι οδηγοί, όπου θα κινούνταν οι γραμμικοί κινητήρες, λειανθήκαν με το χέρι για να επιτευχθεί φινίρισμα επιφάνειας μικρότερο από 0,5 μικρά Ra. Αυτή η εξαιρετικά λεία επιφάνεια μείωσε την τριβή και τα φαινόμενα ολίσθησης, ενισχύοντας περαιτέρω τη σταθερότητα κίνησης.
Υλοποίηση: Από το Πρωτότυπο στην Παραγωγή
Η μετάβαση πραγματοποιήθηκε σε στάδια για την ελαχιστοποίηση του κινδύνου. Αρχικά, παρείχαμε ένα σετ πρωτότυπων βάσεων από γρανίτη για τις εγκαταστάσεις Έρευνας και Ανάπτυξης του πελάτη.
Φάση 1: Επικύρωση
Ο πελάτης εγκατέστησε τη βάση από γρανίτη σε μια μονάδα δοκιμής. Τα αποτελέσματα ήταν άμεσα. Η θερμική μετατόπιση μειώθηκε κατά πάνω από 60% σε σύγκριση με τη χαλύβδινη βάση. Το μηχάνημα διατήρησε την ευθυγράμμισή του για σημαντικά μεγαλύτερα χρονικά διαστήματα.
Ο πελάτης εγκατέστησε τη βάση από γρανίτη σε μια μονάδα δοκιμής. Τα αποτελέσματα ήταν άμεσα. Η θερμική μετατόπιση μειώθηκε κατά πάνω από 60% σε σύγκριση με τη χαλύβδινη βάση. Το μηχάνημα διατήρησε την ευθυγράμμισή του για σημαντικά μεγαλύτερα χρονικά διαστήματα.
Φάση 2: Ενσωμάτωση
Αφού επικυρώθηκε το υλικό, συνεργαστήκαμε με την ομάδα λογισμικού τους για να προσαρμόσουμε τους αλγόριθμους αντιστάθμισης του μηχανήματος. Επειδή η βάση από γρανίτη ήταν τόσο σταθερή, το λογισμικό δεν χρειαζόταν πλέον να εφαρμόζει επιθετικούς συντελεστές διόρθωσης, οι οποίοι προηγουμένως αποτελούσαν πηγή υπολογιστικής καθυστέρησης.
Αφού επικυρώθηκε το υλικό, συνεργαστήκαμε με την ομάδα λογισμικού τους για να προσαρμόσουμε τους αλγόριθμους αντιστάθμισης του μηχανήματος. Επειδή η βάση από γρανίτη ήταν τόσο σταθερή, το λογισμικό δεν χρειαζόταν πλέον να εφαρμόζει επιθετικούς συντελεστές διόρθωσης, οι οποίοι προηγουμένως αποτελούσαν πηγή υπολογιστικής καθυστέρησης.
Φάση 3: Πλήρης Ανάπτυξη
Δημιουργήσαμε μια ειδική γραμμή παραγωγής για την προμήθεια εξαρτημάτων από γρανίτη για τις μονάδες μαζικής παραγωγής τους. Ο ποιοτικός έλεγχος που διενεργήσαμε διασφάλισε ότι κάθε βάση που αποστέλλεται ήταν πανομοιότυπη, επιτρέποντας στον κατασκευαστή πρωτότυπου εξοπλισμού (OEM) να κλιμακώσει την παραγωγή του χωρίς διακυμάνσεις.
Δημιουργήσαμε μια ειδική γραμμή παραγωγής για την προμήθεια εξαρτημάτων από γρανίτη για τις μονάδες μαζικής παραγωγής τους. Ο ποιοτικός έλεγχος που διενεργήσαμε διασφάλισε ότι κάθε βάση που αποστέλλεται ήταν πανομοιότυπη, επιτρέποντας στον κατασκευαστή πρωτότυπου εξοπλισμού (OEM) να κλιμακώσει την παραγωγή του χωρίς διακυμάνσεις.
Τα Αποτελέσματα: Μείωση 40% στον Χρόνο Βαθμονόμησης
Μετά από έξι μήνες εφαρμογής σε εργοστάσια πελατών, τα δεδομένα επιβεβαίωσαν την επιτυχία του έργου. Η μετάβαση σε εξαρτήματα ακριβείας από γρανίτη απέδωσε ποσοτικοποιήσιμα αποτελέσματα με υψηλό αντίκτυπο.
Ποσοτικές Βελτιώσεις
| Μετρικός | Προηγούμενο (Βάση από χάλυβα) | Νέα (βάση γρανίτη) | Βελτίωση |
|---|---|---|---|
| Συχνότητα βαθμονόμησης | Κάθε 4 ώρες | Κάθε 8 ώρες | 50% λιγότερο συχνό |
| Διάρκεια βαθμονόμησης | 25 λεπτά | 15 λεπτά | 40% πιο γρήγορα |
| Χρόνος λειτουργίας μηχανήματος | 92% | 96,5% | +4,5% Διαθεσιμότητα |
| Απόδοση | 100 γκοφρέτες/ώρα | 104 γκοφρέτες/ώρα | +4% Παραγωγή |
Η ανάλυση του «40%»
Το κύριο επίτευγμα—μείωση 40% στον χρόνο βαθμονόμησης—επιτεύχθηκε μέσω δύο μηχανισμών:
Το κύριο επίτευγμα—μείωση 40% στον χρόνο βαθμονόμησης—επιτεύχθηκε μέσω δύο μηχανισμών:
- Ταχύτερος χρόνος καθίζησης: Επειδή ο γρανίτης μείωνε τους κραδασμούς τόσο αποτελεσματικά, οι αισθητήρες μπορούσαν να σταθεροποιηθούν και να λάβουν μετρήσεις πολύ πιο γρήγορα κατά τη διάρκεια της ρουτίνας βαθμονόμησης. Το μηχάνημα δεν χρειαζόταν να «περιμένει» να υποχωρήσουν οι κραδασμοί.
- Μειωμένες Επαναλήψεις: Οι χαλύβδινες βάσεις συχνά απαιτούσαν πολλαπλά περάσματα βαθμονόμησης για να συγκλίνουν σε μια ακριβή ευθυγράμμιση λόγω της θερμικής μετατόπισης κατά τη διάρκεια της διαδικασίας. Η γρανιτένια βάση ήταν αρκετά σταθερή ώστε η βαθμονόμηση να είναι επιτυχής με το πρώτο πέρασμα.
Ποιοτικά οφέλη
Πέρα από τους ακατέργαστους αριθμούς, ο πελάτης ανέφερε σημαντικά δευτερεύοντα οφέλη:
Πέρα από τους ακατέργαστους αριθμούς, ο πελάτης ανέφερε σημαντικά δευτερεύοντα οφέλη:
- Βελτιωμένη απόδοση: Η σταθερότητα του γρανίτη μείωσε τον θόρυβο μέτρησης, επιτρέποντας την ανίχνευση μικρότερων ελαττωμάτων, γεγονός που βελτίωσε τη συνολική απόδοση για τους κατασκευαστές τσιπ.
- Χαμηλότερη Συντήρηση: Ο γρανίτης δεν σκουριάζει ούτε διαβρώνεται. Ο πελάτης παρατήρησε μείωση στις κλήσεις συντήρησης που σχετίζονται με τη διάβρωση της βάσης ή τη δομική στρέβλωση.
- Ικανοποίηση πελατών: Οι τελικοί χρήστες (fabs) ανέφεραν υψηλότερη αξιοπιστία, ενισχύοντας τη φήμη του OEM στην αγορά.
Συμπέρασμα: Η στρατηγική αξία του γρανίτη ακριβείας
Αυτή η μελέτη περίπτωσης καταδεικνύει ότι η βαθμονόμηση εξοπλισμού ημιαγωγών δεν αποτελεί απλώς μια πρόκληση λογισμικού. Είναι και δομική. Αντιμετωπίζοντας την βασική αιτία της αστάθειας —το βασικό υλικό της μηχανής— καταφέραμε να αποδεσμεύσουμε βελτιώσεις στην απόδοση που το λογισμικό από μόνο του δεν μπορούσε να επιτύχει.
Για 20 χρόνια, βοηθάμε τους κατασκευαστές να διευρύνουν τα όρια του εφικτού. Παρέχοντας εξαρτήματα από γρανίτη ακριβείας που χρησιμεύουν ως η απόλυτη βάση για κίνηση και μέτρηση, δίνουμε τη δυνατότητα στους πελάτες μας να επιτύχουν υψηλότερες ταχύτητες, αυστηρότερες ανοχές και μεγαλύτερη απόδοση.
Ώρα δημοσίευσης: 20 Απριλίου 2026